






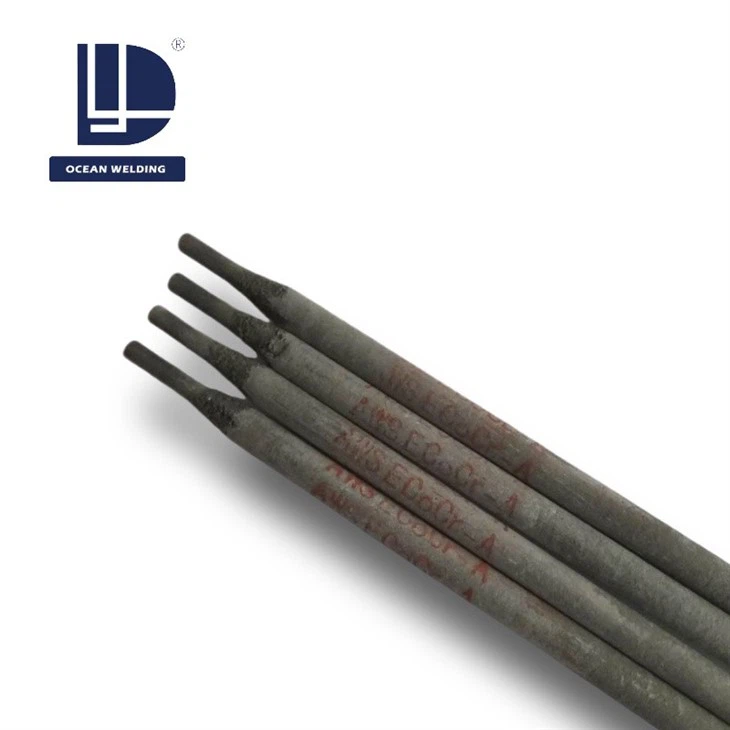

ECOCR - Eine Elektrode
Klassifizierung: Stellte Alloy6
Modell: Ecocr - Eine Elektrode
Klassifizierung: Eletrode übertreffen
Als Kernprodukt von Hangzhou Lin'an Ocean Welding Materials Co., Ltd., Ecocr - Eine Schweißelektrode nutzt die 30 - Jahr Erfahrung in der Schweißmaterial F & E und der Herstellung der Marke "Ocean Welding". Mit "Umweltschutz, hoher Effizienz und Stabilität" als Kernvorteile ist es zur bevorzugten Lösung für Schweißvorgänge in Chemikalie, Leistung, Druckbehälter und anderen Feldern geworden. Jedes Detail, vom Material bis zur Handwerkskunst, von der Produktion bis zum After-Sales-Service, trägt das Markenversprechen von "so zuverlässig wie der Ozean".
Produktübersicht
Ecococ - A ist eine niedrige - beschichtete Schweißelektrode, die speziell für das Schweißmedium und das hohe - Druckchrom - Molybdenum -Stahlkomponenten ausgelegt ist. Es nimmt ein niedriges - Carbon Chrom - Molybdenum -Legierungsformel an und integriert das Selbst - entwickelt. 15crmo.
Die Kernvorteile sind wie folgt: Die Spritzerquote während des Schweißens beträgt weniger als 3%, die Zugfestigkeit des abgelagerten Metalls erreicht mehr als 550 MPa und nach dem Schweißen ist keine komplizierte Reinigung erforderlich. Es kann an verschiedene Schweißmethoden angepasst werden, wie z. B. abgeschirmter Metallbogenschweißen und untergetauchtem Lichtbogenschweißen. Egal, ob es sich um das Schweißen von Kesselrohren, chemischen Reaktionskesseln oder hohen Druckbehältern handelt, es kann die Schweißanforderungen der "hohen Stärke, niedriger Verlust und langer Lebensdauer" erfüllen, und ist eine neue Generation von Schweißmaterialien, die Umweltschutzanforderungen und industrielle Zuverlässigkeit berücksichtigen.


Produktmerkmale
1. Umweltfreundliche Formel, erfüllen internationale Standards
Die Emission von schädlichen Gasen während des Schweißens ist 40% niedriger als die von herkömmlichen Schweißmaterialien. Es hat die SGS -Umweltzertifizierung bestanden und die inländische "niedrige flüchtige Bio -Schweißmaterialienstandard" und die EU -CE -Zertifizierung erfüllt und ist für Schweißszenarien von Lebensmitteln und pharmazeutischen Geräten mit strengen Umweltschutzanforderungen geeignet.
2. Ausgezeichnete Schweißstärke und Stabilität
Chrom- und Molybdänelemente im abgelagerten Metall sind gleichmäßig verteilt. Die Zugfestigkeit bei Raumtemperatur ist größer oder gleich 550 MPa, und die Retentionsrate der Streckgrenze bei hoher Temperatur (550 Grad) erreicht 85%. Es gibt keine Risse oder Porositätsfehler in den Schweißverbindungen. Nach dritten - Parteientests ist die Ermüdungslebensdauer von Schweißverbindungen um 30% höher als der Branchendurchschnitt, wodurch es für industrielle Komponenten geeignet ist, die längere Zeit hohe Druck und hohe Temperatur tragen.
3. Benutzer - Freundlicher Betrieb, Kostenreduzierung und Effizienzverbesserung
Der Feuchtigkeitsgehalt der Beschichtung beträgt weniger oder gleich 0,15%, und die Lichtbogenstabilität wird um 25%verbessert, sodass selbst Anfänger ein stabiles Schweißen erreichen können. Die Abscheidungseffizienz erreicht 90% und verringert den Verbrauch von Schweißmaterialien im Vergleich zu ähnlichen Produkten um 15%. Die Schlackenschaltquote beträgt 100%, wodurch die Notwendigkeit sekundärer Reinigungsverfahren beseitigt und 2-3 Stunden Arbeitszeit für eine einzelne Charge von Schweißvorgängen gespart wird.
Verpackung
Zahlungszeit: 30% TT -Vorauszahlung, 70% TT vor der Lieferung
Packung: 5 kg/Innenbox, 20 kg/Karton, 1000 kg/Palette
Produktionszeit: Innerhalb von 25 Tagen nach der Erreichen der Vorauszahlung
Wie man benutzt
1. Vorbereitung vor dem Schweißen
Reinigen Sie Öl und Rost auf der Oberfläche des zu schweißenden Werkstücks und polieren Sie es, bis der Metallglanz freigelegt ist.
Vorheizen Sie das Werkstück gemäß den Schweißanforderungen (die empfohlene Vorheiztemperatur beträgt 250-350 Grad, die entsprechend der Dicke des Werkstücks angepasst werden können);
Trocknen Sie die Schweißelektroden 1 Stunde lang bei 350 Grad und lagern Sie sie für einen späteren Gebrauch in einem Wärme-Konservierungszylinder von 80 bis 100 Grad.
2. Referenz für Schweißparameter
|
Dicke der Werkstück (MM) |
Elektrodendurchmesser (mm) |
Schweißstrom (a) |
Bogenspannung (v) |
|---|---|---|---|
|
3-8 |
3.2 |
90-130 |
22-26 |
|
8-15 |
4.0 |
140-180 |
24-28 |
3. Operationsnotizen
- Verwenden Sie ein kurzes Lichtbogenschweißen, halten Sie die Elektrodenbewegungsgeschwindigkeit gleichmäßig und vermeiden Sie eine Porosität, die durch zu lange Bogen verursacht wird.
- Reinigen Sie für Multi - Schichtschweißen die Schlacke nach jeder Schweißschicht, und die Zwischenschichttemperatur sollte nicht niedriger als 200 Grad sein.
- Es wird empfohlen, 2 Stunden nach dem Schweißen mit 650-700 Grad eine Temperaturbehandlung durchzuführen, um das Schweißstress zu beseitigen.
FAQ
F: Ist Ecocr - ein für Edelstahlschweißen geeignetes Schweißmaterial?
A: Ecocr - A ist ein Chrom - Molybdenum -Legierungsschweißmaterial, das hauptsächlich für Chrom - Molybdemum -Stahl -Elternmaterialien (z. B. 12cr1mov, 15crmo) geeignet ist, und nicht für Launchless -Stahl -Schweißen empfohlen. Wenn Sie Edelstahl schweißen müssen, können Sie sich an das technische Team des Ocean Welding -Teams wenden, und wir werden das entsprechende Modell des Spezialschweißmaterials aus Edelstahl empfehlen.
F: Wie lagert man das nicht verwendete Schweißmaterial nach dem Öffnen?
A: Das Schweißmaterial nach dem Öffnen muss sofort versiegelt und in einen Trocknungsofen gelegt werden (relative Luftfeuchtigkeit von weniger als 40%), und das Öffnungsdatum muss gekennzeichnet werden. Vor der Verwendung von Re - muss es bei 250 Grad × 1 Stunde getrocknet werden, und die kumulativen Trocknungszeiten sollten nicht dreimal überschreiten, um zu vermeiden, dass die Beschichtung abfällt und die Schweißleistung beeinträchtigt.
F: Nach dem Schweißen wurde festgestellt, dass die Schweißnaht Poren hatte. Was könnte der Grund sein?
A: Zu den häufigen Gründen gehören: Das Schweißmaterial wurde nicht nach Bedarf getrocknet (Feuchtigkeitsabsorption verursacht Poren); Die Ölflecken auf der Oberfläche des Elternmaterials wurden nicht gereinigt; Der Schweißstrom war zu groß, was dazu führte, dass der geschmolzene Pool überhitzte. Das Problem kann durch "Re - das Schweißmaterial + Verstärkung der Oberflächenreinigung + Reduzierung des Stroms um 10%-15%gelöst werden. Wenn eine weitere Analyse erforderlich ist, kann die Schweißprobe zum Testen an das Firmenlabor zurückgeschickt werden.
Beliebte label: Ecococ - Eine Elektrode, China, Hersteller, Lieferanten, Fabrik, Unternehmen, Großhandel, Rabatt, Kauf, niedriger Preis, hohe Qualität, Produkte
Ein paar
SchweißnahtDer nächste streifen
OberflächenelektrodenDas könnte dir auch gefallen






Anfrage senden